Bungu vulkanizators irtasgalvenā iekārta gumijas lokšņu, konveijera lentu, gumijas grīdu u. c. ražošanā. Produkts tiek vulkanizēts un formēts augstā temperatūrā un augstā spiedienā. Tā galvenās sastāvdaļas ir galvenais vulkanizācijas cilindrs, spiediena tērauda lente, piedziņas veltnis, spriegošanas veltnis u. c. Tērauda lente spēlē lomuinspiediena un siltuma pārnese vulkanizācijas procesā un ir svarīga sastāvdaļa produkta kvalitātes nodrošināšanai.
Ar nokrišņiem rūdītas nerūsējošā tērauda lentes, ko plaši izmanto cilindru vulkanizatoros, ir izcilas veiktspējas īpašības: visraksturīgākā ir Mingke MT1650, kur 1650norāda, ka stiepes izturība tastēraudsis1650 N/mm²martensīta nerūsējošais tēraudsPamatojoties uz tērauda lentes šķērsgriezuma laukumu, mēs varam aprēķināt tērauda lentes stiepes robežspēku. Tērauda lentes stiepes izturība ir tikai atsauces vērtība, un stiepes spēks, ko tā nest, ir tieši saistīts ar kalpošanas laiku. Turklāt faktiskais tērauda lentes darbības laiks, tipssSaražoto produktu skaits un tērauda lentes ikdienas apkope ir faktori, kas ietekmē tērauda lentes kalpošanas laiku.
Attīstoties tehnoloģijai, Mingke ražotais MT1650 martensītiskais nerūsējošais tērauds ir nobrieduši izmantots cilindru vulkanizatoros, kas ne tikai sasniedz ražošanas līmeni Eiropā, bet arī sniedz vairāk priekšrocību ekonomijas ziņā. Mingke MT1650 nokrišņu cietēšanas nerūsējošais tērauds ir zema oglekļa satura nokrišņu cietēšanas martensītiskais nerūsējošais tērauds uz hroma bāzes.,niķelis,varš. Tas galvenokārt izmanto tā augstas izturības īpašības, labu izturību pret koroziju, to nav viegli deformēt termiskās apstrādes laikā un tas saglabā augstu izturību līdz aptuveni 316 °C temperatūrai. Tajā pašā laikā tērauda lentei ir laba remontējamība.DDetalizēta veiktspēja ir šāda: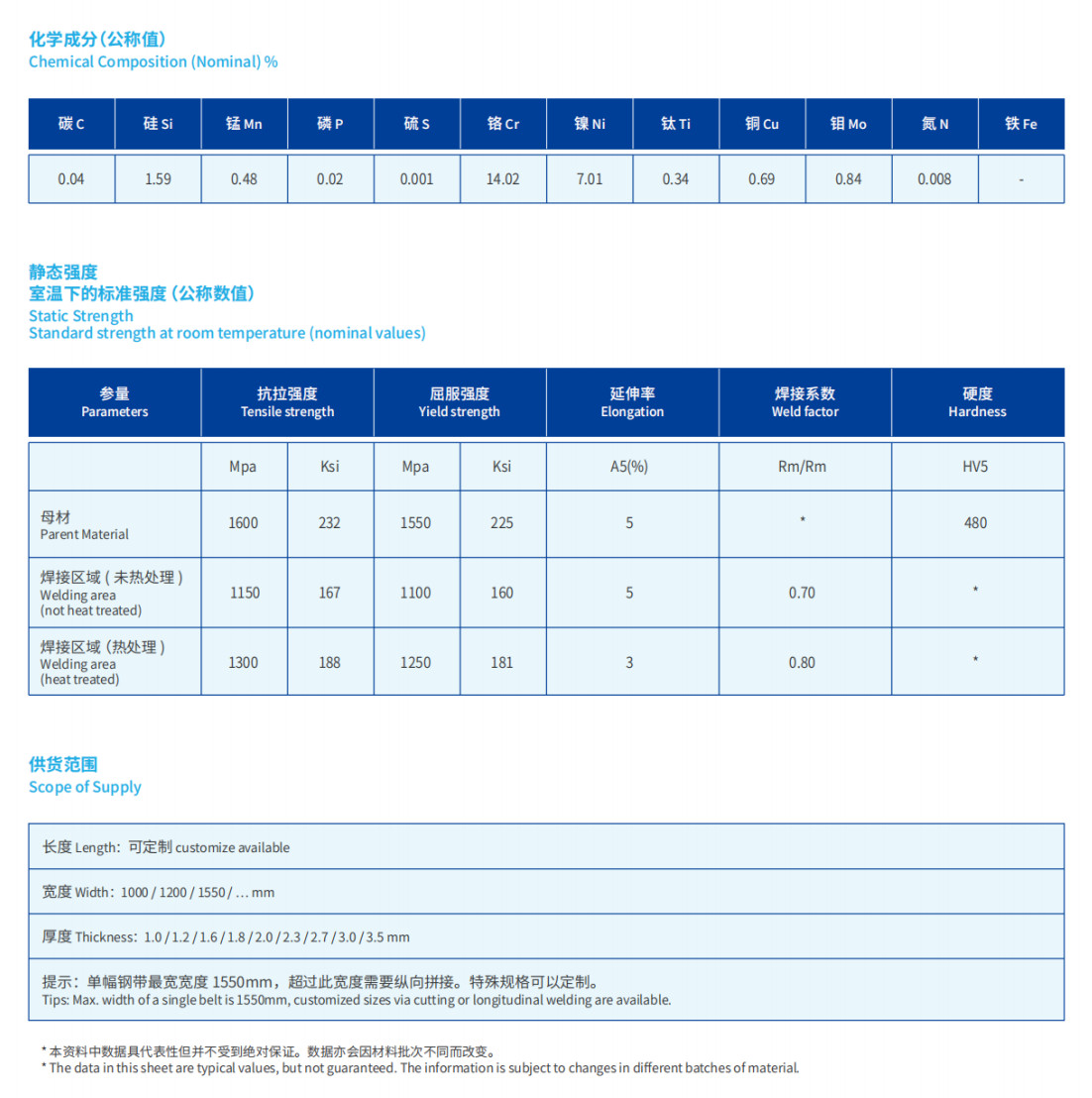
SalīdzinātstoVietējās tērauda stiepļu līmlentes izvēlei ir šādas acīmredzamas priekšrocības:
1) Tērauda lentei ir ilgs kalpošanas laiks, augsta temperatūras izturība, to nav viegli pagarināt, un apkope ir vienkārša un ērta, savukārt tērauda stiepļu līmlentes īstermiņā ir jāpielīmē atkārtoti, un sieta lenti ir viegli pagarināt;
2) Tērauda sloksnes ražoto izstrādājumu virsmas kvalitāte ir laba, un līdzenums un gludums var sasniegt augstas apstrādes precizitātes prasības;
3) Tērauda lentē nav līmēšanas procesa, un iekārta pamatā var uzturēt 24 stundas nepārtrauktas darbības ar augstu ražošanas efektivitāti;
4) Tērauda sloksnes virsma var sasniegt augstu apstrādes precizitāti, lai apmierinātu augstas kvalitātes produktu vajadzības;
5) Tērauda lenti ir viegli uzturēt, un detaļu var noņemt, rokot un salabojot, un nomainot to ar jaunu ielāpu. Lielas platības var nogriezt gareniski un atkārtoti sametināt jaunā tērauda lentes daļā.
6) Mazais izliekumsstērauda lentes ražošanā tiek izmantota termiskās saraušanās metode, kas var ievērojami uzlabot līdzenumu.
7) Ja tērauda lentei ir gareniska deformācija visā tās garumā, nav labas apkopes metodes. Ja vien netiek izmantota gareniskās savienošanas tehnoloģija ar sarežģītu procesu, bet sarežģītā procesa izmaksas ir augstas.
Kā labāk izmantot tērauda lenti?
Tērauda lentu lietotāji ir ļoti noraizējušies par tērauda lentu kalpošanas laiku, mēs esam apkopojuši šādus punktus, kas saistīti ar tērauda lentu kalpošanas laiku, cerot, kapalīdzībajūs labāk saprotat mūsu tērauda jostas.
Fpirmkārt, tērauda lente izturēs pārāk lielu slodzigribaietekmēt kalpošanas laiku.
Kāda ir labākā tērauda lentes slodze? Protams, jo mazāku slodzi tērauda lente iztur, jo ilgāks tās kalpošanas laiks, kas jāapvieno ar lietotāju vajadzībām gumijas izstrādājumu ražošanā. Vispārīgi runājot, MT1650 tērauda lentes pielietojums DLG-7Piemēram, Šanhajas gumijas mašīnu rūpnīcas Nr. 1 00X1400 iekārtām vairums ražošanas lietotāju hidrauliskā manometra vērtību iestata uz aptuveni 15–20 Mpa. Turklāt, ņemot vērā cilindru vulkanizatora izmantoto hidraulisko cilindru, kas atbalsta pagarinājuma veltņus, diametru atšķirību, arī konkrētās vērtības atšķirsies. Lai uzzinātu cilindru vulkanizatora hidrauliskajā tabulā norādītās konkrētās vērtības, lūdzu, konsultējieties ar iekārtas ražotāju.
Otrkārt, daudzi lietotāji domā, ka jo biezāka ir tērauda lente, jo garākatā kalpošanas laikspirms tā iegādes, kas patiesībā ir pārpratums. Lai gan bieza tērauda lente var izturēt cietu priekšmetu triecienu materiālā un nav viegli radīt lielas bedres, biezai tērauda lentei ir liels lieces izliekuma rādiuss, kas ir jutīgāka pret noguruma bojājumiem, ko rada atkārtota liece, un lieces spriegums ir lielāks, tāpēc biezāka tērauda lentevar nebūt ilgāks kalpošanas laiks.
Turklāt pēc tērauda lentes uzstādīšanas nav ieteicams nekavējoties pielāgot spiedienu ražošanai nepieciešamajai vērtībai, un spiediens pakāpeniski jāpalielina līdz normālai darbībai. Tērauda lentes temperatūra arī pakāpeniski jāpalielina, lai samazinātu iekšējo spriegumu un deformāciju, ko izraisa termiskā izplešanās un saraušanās, un sildīšanas ierīci nedrīkst iedarbināt, kad vulkanizators apstājas.
Visbeidzot, ja ir šādi nosacījuminetiek pievērsta uzmanībalietošanas laikā tērauda lente ir arī pakļauta bojājumiem:
1) Tērauda lentes nopietni bojājumi nepareizas darbības dēļ. Ja gumijas materiāls ir daļēji pārklāts, cilindra vulkanizatorā iekļūs svešķermeņi, piemēram, apkopes instrumenti, kā rezultātā tērauda lente lokāli deformēsies un uz izstrādājuma virsmas atstās pēdas.
2) Apkopes intervāls ir pārāk garš, un tērauda lentes virsma jātīra katru nedēļu.
3) Vulkanizēto izejvielu zemā kvalitāte. Tas galvenokārt ir saistīts ar pārmērīgu lokālu spriegumu, ko rada cietie svešķermeņi izejvielā.
4) Iekārta nedarbojas pareizi. Piemēram, tērauda lentes novirze dažādu iemeslu dēļ var izraisīt tērauda lentes saritināšanos.
5) Tērauda sloksnes mala veidoassleņķis, kas izraisa sprieguma koncentrāciju un plaisas
6) Tērauda lente ir slikti iztīrīta,arsvešķermeņi, kas pielīp pie tērauda lentes iekšējās virsmas
7) Gumijas izstrādājums ir šaurāks par tērauda lentes platumu, un vulkanizētā gumijas izstrādājuma mala ilgstoši iedarbojas uz to pašu tērauda lentes pozīciju.
8) Manuālās regulēšanas veltņa amplitūda ir pārāk liela vai cilindra vulkanizators tiek bieži regulēts
Daži atbilstoši aprēķini par cilindru vulkanizatoriem
1. Bungas diametrs un garums
Vulkanizators cilindrā pabeidz produkta uzsildīšanu, spiediena paaugstināšanu un vulkanizāciju uz vulkanizācijas cilindra. Tāpēc vulkanizācijas cilindra diametrs un garums ir vieni no reprezentatīvākajiem parametriem.
- Galvenā trumuļa diametra vispārīgās specifikācijas ir 350, 700, 1000, 1500 un 2000 mm. Galvenā trumuļa un palīgtrumuļa diametra attiecība ir: D0 = 2/3D, un palīgtrumuļa diametram D0 nevajadzētu būt pārāk mazam, pretējā gadījumā tas ietekmēs spiediena lentes lieces noguruma kalpošanas laiku. D0 ir pārāk liels, mašīna ir apjomīga un neērta lietošanā, pamatojoties uz iepriekš minēto analīzi, tērauda stiepļu līmes spiediena lentei piemērotais galvenā trumuļa D diametrs D = 700–1000 mm;
- Plānām tērauda sloksnēm piemērots ir D=1500~2000 mm. galvenā cilindra garums,
- Pamatojoties uz vulkanizētā produkta platumu, vienlaikus jāņem vērā arī stingrības problēma, tāpēc tā garuma un diametra attiecībai nevajadzētu būt pārāk lielai, parasti L/D = 1 ~ 3 ir piemērots.
Otrkārt, spiediena jostas garums un biezums
- Spiediensjostair galvenā sastāvdaļa, kas nodrošina produkta vulkanizācijas spiedienu, un tās platumu nosaka vulkanizētā produkta maksimālais platums.
-Spiediena ilgumsjostatiek aprēķināts atbilstoši vulkanizatora struktūrai, un, samazinoties garumam L, spiediena kalpošanas laiksjostaproporcionāli samazinās.
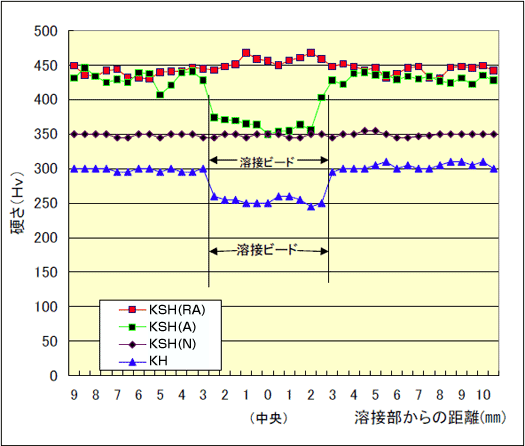
- Spiediena lentes biezums tieši ietekmē arī tērauda lentes stiepes izturību, lieces izturību un noguruma ilgmūžību. Tāpēc tās piemērotība tieši ietekmēs cilindriskā vulkanizatora veiktspēju.
- Aprēķinātā optimālā δ vērtība ir:
δ =(PDD0 /2E)1/2
δ – spiediena biezumsjostacm
P-vulkanizācijas spiediens kg/㎠
D-Vulkanizācijas cilindra diametrs cm
E - tērauda lentes elastības modulis, kg/㎠
D0 – Minimālais ruļļa diametrs, caur kuru iziet spiediena lente, parasti cm kā augšējo un apakšējo regulēšanas veltņu vai spriegošanas veltņu diametrs.
3. Tērauda lentes spriegojuma aprēķins
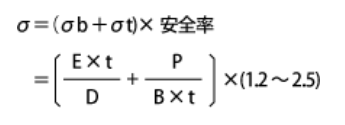
E: Elastības koeficients (kgf/mm2)
P: Tērauda lentes spriegojums (kg)
D: Skriemeļa diametrs (mm)
B: Tērauda lentes platums (mm)
T: Tērauda lentes biezums (mm)
Piemēram, Shanghai Rubber Nr. 1 rūpnīcas standarta mazais sēra cilindrs, mazā cilindra diametrs ir 400 mm, lielā cilindra diametrs ir 700 mm, cilindra diametrs ir 100 mm. Spiediens sasniedz 20 MPa. Tērauda sloksnes izmērs ir: 7650 * 1,2 * 1380 mm, tad aprēķins ir: attēls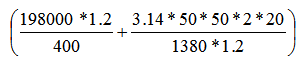 = 783,61 (mazāk nekā metinājuma tecēšanas robeža 1100 MPa)
= 783,61 (mazāk nekā metinājuma tecēšanas robeža 1100 MPa)
σ jābūt zemākam par tērauda sloksnes metinātās pozīcijas stiprību
Ja jums ir kādi jautājumi vai nepieciešama papildu informācija, lūdzu, sazinieties ar mums ~
Publicēšanas laiks: 2025. gada 11. marts